Grafit veya bakırın hangisinin daha iyi bir EDM elektrot malzemesi olup olmadığı konusunda uzun süredir çözülmemiş bir tartışma devam etmektedir. Tercih, herhangi bir coğrafi bölgede çoğunlukla her zaman aynıdır. Kuzey Amerika’da, tercih edilen elektrot malzemesi bakırdan grafite geçti. Avrupa ve Asya’da birçoğu bakırın tercih edilen malzeme olduğunu savunuyor.
Hiç kuşkusuz, grafit, ABD’de elektrotların en az yüzde 95’inin bu malzemeden üretildiği baskın kullanılan elektrot malzemesidir. Avrupa’da son on yılda grafit kullanımındaki sürekli artışlar, elektrot malzeme oranının yüzde 75 grafit ile yüzde 25 bakır arasında olmasına neden olmuştur. Asya, yüzde 45’i grafite karşı yüzde 55’ini bakır tahmin ediyor. Belki de farklılıkları tanımlamak ve EDM uygulamalarınız için en uygun olanı seçmenize yardımcı olmak için her iki materyale daha yakından bakmanın zamanı gelmiştir.
Elektrot Malzemesi ile İlgili Hususlar;
Malzeme çeşitliliği;
Grafit, elektrot malzeme özelliklerini EDM uygulamasıyla eşleştirmenizi sağlayan çok çeşitli malzeme özelliklerine sahip olarak üretilir. Büyük yarıçap, açık tolerans veya minimum EDM gereksinimleri gibi elektrot özelliklerine sahip daha az kritik uygulamalar, büyük partiküllere ve daha düşük mukavemete sahip ekonomik fiyatlı bir grafit malzeme kullanır. Bununla birlikte, kritik özellikleri, aşırı toleransları ve katı EDM gereksinimlerini içeren oldukça ayrıntılı bir elektrot, bu uygulamanın gereksinimlerine uyacak daha premium bir grafit gerektirecektir.
Diğer taraftan, verimli EDM işlemleri için gereken yüksek saflık değeri nedeniyle, piyasada mevcut ve EDM uygulamalarında kullanılan bakır türleri sınırlıdır. Bu, malzeme özelliklerini EDM uygulamasıyla eşleştirme yeteneğini en aza indirir. En sık kullanılan tipler, elektrolitik bakır ve bazik bileşimde biraz farklı olan ve her ikisi de katı halde dökülmüş tellür bakırdır.
Maliyet;
Bakır genellikle bir meta madde olarak kabul edilir ve dökme veya boş aşamada grafitten daha az maliyetli olabilir. Birçok grafit materyali özel materyaller olarak kabul edilir ve bu nedenle daha maliyetli olabilir. Ek olarak, bakır geri dönüştürülebilir, oysa grafit geri kazanılma kabiliyetinde sınırlıdır. Bununla birlikte, bugün piyasada bulunan çok çeşitli grafit malzemeleriyle, bakırdan daha ekonomik olan bazı düşük kaliteli EDM kalitelerini bulmak mümkündür. Bakırın grafite karşı gerçek maliyetini belirlemek için, elektrodun işlenme değeri de dikkate alınmalıdır. Daha pahalı grafit malzemelerle bile, işleme maliyetleri çoğu zaman bakırla yapılan tasarrufları telafi eder.
Örneğin, 100x100x100mm boyutlarında bir elektrot için bir ham kütük teklif istendi diyelim. Fiyat, yaklaşık 100$ bakır ile alınırken, birinci sınıf bir finiş grafit 65$ veya yüzde 35 daha az fiyatla teklif edildi. Ancak, basitçe hesaplanan işleme maliyeti, bitmiş bir elektrot teklifi olarak dahil edildiğinde, hikaye daha da değişir. Bakırın yumuşak, sünek özelliği nedeniyle, genellikle yapışkandır takıma sıvanır ve geleneksel işleme uygulamalarının (ilerleme ve hızlar gibi) uyum sağlamak için değiştirilmesi gerekir. Bu, tellür bakır ile hafifletilebilir, ancak EDM performansı tehlikeye girebilir. Öte yandan, grafit yapışkan değildir ve geleneksel olarak çok kolay bir şekilde işlenebilir. Ve kesinlikle çapak yapmaz. Bakırın işlendikten sonra çapağının alınması gereklidir.Bununla birlikte, işleme esnasında grafit, HEPA tipi filtrasyona sahip etkili bir vakum sistemi aracılığıyla toplanması gereken önemli sayılabilecek kadar tehlikeli tozlar üretir.
Detay;
EDM uygulamalarında,teknolojisi gereği elektrik akımı keskin kenarlarda ve köşelerde yoğunlaşma eğilimindedir. Bakırın düşük erime noktası, akım yoğunluğunu grafit kadar etkili bir şekilde işlemesine izin vermez, bu nedenle tek bir bakır elektrot üzerindeki özellikler ayrıntılı olarak aynı olmalıdır. Aynı bakır elektrot üzerinde farklı detaylarla EDM için akıllıca değildir. Bunun nedeni, EDM’nin daha büyük elektrot ayrıntılarını verimli bir şekilde almak için gereken yüksek akımın daha küçük detaylar için izin verilen akımı aşmasıdır.
Bakır elektrotlarla, daha küçük, daha karmaşık ayrıntılarda yüksek akım yoğunluğu elektrot aşınmasını artırır. Ayrıca, karmaşık akımları veya EDM işlemini yüksek akım yoğunluklarında işlerken, malzeme gerilimi düştükçe bakır bir elektrot hareket edebilir veya bükülebilir. Bu, günümüz kalıplarının birçoğunda gereken çok sıkı toleransları sürdürme yeteneğini sınırlar. Grafit, karmaşık geometrilerde bile yüksek akım yoğunluğunda çok iyi performans gösterir. Grafit elektrotlar, aynı elektrot üzerindeki değişken ayrıntılarla bile etkili EDM işlemi yapılmasını sağlar. Bu nedenle, bir işi gerçekleştirmek için gereken grafit elektrot sayısı önemli ölçüde azaltılabilir.

Şekil 1, birçok elektrot detayını çoklu bakır elektrotları yerine bir grafit elektrotta birleştiren bir atölyede elde edilen sonuçları göstermektedir. Bu özel kalıp, işi tamamlamak için 100’den fazla bakır elektrot gerektirirken, 30’dan az grafit elektrot gerektirmiştir. Ek olarak, metalik elektrotlarla işleme işlemi, çıkartılması gereken pürüzlü kenarlar veya “çapaklar” oluşturur. Bu çapak alma işlemi genellikle elle yapılır. Grafit ile, işleme sürecinde çapak oluşturulmaz ve bu sayede çapak alma aşaması ortadan kalkar.Resim www.poco.com’dan alınmıştır.
EDM Performansı;
Metal talaşı çıkarma oranları;
Bir elektrot malzemesinin termofiziksel özellikleri, EDM kesim enerjisini işleme ve metal çıkarma özelliğini belirler. Bir kıvılcım üretirken, tepe akımı yalnızca elektrot ve iş parçası arasındaki boşluk iyonize edildikten sonra boşaltılır. Bu noktada, elektrot, dielektrik akışkanın molekülleri ile çarpışan elektronları yayar. Sonuç olarak, sıvı buharlaştırılır ve kıvılcım oluşmasını sağlayan bir enerji kanalı oluşur. Bunun gerçekleşmesi için elektrot materyali, elektronların kaçması ve enerji kanalını oluşturmak için çalışacak kadar enerjiyi emmesi için yeterince sıcak olmalıdır.
Bakır elektrotların boşluktaki elektronları serbest bırakması için, sıcaklık bu elektronların yeterli enerjiyi emmesi için yeterince yüksek olmalıdır. Sonuç olarak, bu yüksek sıcaklıklar bakır elektrodun bir kısmını yakma eğilimindedir. Bu ısının üretilmesi için, bakır elektrotların açık olma süreleri genellikle grafit elektrotlardan çok daha yüksektir. Bununla birlikte, karbon tabanından dolayı, bir grafit elektrot bu elektronları daha düşük sıcaklıklarda yayabilir ve elektronların enerji kanalını salması ve yaratması için uzatılmış zamanları gerektirmez. Bu nedenle, enerji kanalını oluşturmak için gereken zaman oldukça azdır. Grafit kıvılcımı daha hızlı başlattığından, önemli ölçüde daha yüksek metal uzaklaştırma oranları ortaya çıkar.
Aşınma;
Elektrot aşınması sürekli bir sorundur çünkü aşırı aşınma, elektrotların eklenmesi veya elektrotların daha sık düzeltilmesi ile sonuçlanır. Grafit, bakır elektrotlardan çok daha agresif olan makine parametrelerinde kesme derinliği ile ilgili olarak %1’den daha az elektrot aşınması sağlayabilir. Bu, iş parçasından erimiş parçacıkların grafit elektrodun yapısına nüfuz edebileceği ve EDM işleminin neden olduğu aşınma miktarını azaltabildiği bir “tekrarlayan” işlemle başarılır. EDM altında işlenebilen çoğu standart iş metalinin erime sıcaklığı yaklaşık 1.500 ° C’dir. Bu, 1,100 ° C civarında olan bakırın aşar. EDM kesiminden çıkan erimiş partiküllerin, termoelektrik bir yük taşımaları ve bunların bakır elektroduna eklenmelerine izin vermeyen sıcaklıklara sahip olmaları muhtemeldir. Bu durumda, erimiş parçacıklar gerçekte ikincil boşalma yaratabilir ve bakır elektrodu aşındırabilir.
Bu, yüksek amperaj ve uzun süre kaba işleme koşullarında (ve tekrarlama işleminin) aslında grafit elektrotu koruduğu, ancak bu ayarlarda aşınan bakır elektroduna zarar verdiği anlamına gelir. Aksine, son işlem aşamalarında, düşük amper ve kısa sürelerle kısa süre içinde, grafit elektrot bakırdan daha hızlı bir oranda aşınma eğilimindedir. Bununla birlikte, elektrot aşınması, EDM kesiminde çıkarılan malzeme miktarının bir oranı olduğu için, bir grafit veya bakır elektrottaki gerçek aşınma, bitirme aşamasında minimumdur ve bazen ölçülemez.
Yüzey;
Gözeneksiz bir katı olarak dökülmüş olduğundan, bakır elektrotların çok ince bir yüzey kalitesi sağladığını söylemeye gerek yoktur. Bununla birlikte, günümüzün EDM istifleyici teknolojisinin sofistike olmasıyla birlikte, grafit ve bakır arasındaki yüzey kalitesi farkı daraldı. İnce taneli grafit elektrotlar, artık karşılaştırılabilir elektrot aşınmasına sahip bakır benzeri yüzey yüzeyleri sunabiliyor. Uygun elektrot malzeme seçimi ve makine parametreleriyle, grafit, bir katkı maddesi kullanmadan ayna yüzeylerine yakın ve katkı maddesiyle ayna benzeri yüzeylere erişmeye olanak sağlar.
 Şekil 2, 0.260 x 0.510 inç ölçülen EDM test kesimlerini göstermektedir. Sağdaki iki cep, bir toz katkı maddesi olmadan grafit ve standart EDM teknolojisi kullanılarak 8 VDI kaplama ile 0.100 inç derinliğe kadar işlendi. İnce taneli grafit için bu çok iyi bir sonuçtur. Bakır daha ince yüzey kaplaması elde edebilir (0 VDI’ye kadar), EDM’de sık sık gerekli değildir. Daha ince yüzey işlemleri genellikle kullanılan elektrot tipinden bağımsız olarak bir EDM sonrası parlatma işlemi ile gerçekleştirilir.Resim www.poco.com’dan alınmıştır.
Şekil 2, 0.260 x 0.510 inç ölçülen EDM test kesimlerini göstermektedir. Sağdaki iki cep, bir toz katkı maddesi olmadan grafit ve standart EDM teknolojisi kullanılarak 8 VDI kaplama ile 0.100 inç derinliğe kadar işlendi. İnce taneli grafit için bu çok iyi bir sonuçtur. Bakır daha ince yüzey kaplaması elde edebilir (0 VDI’ye kadar), EDM’de sık sık gerekli değildir. Daha ince yüzey işlemleri genellikle kullanılan elektrot tipinden bağımsız olarak bir EDM sonrası parlatma işlemi ile gerçekleştirilir.Resim www.poco.com’dan alınmıştır.
Test kesimlerinin yapılması ve sonuçların izlenmesi, elektrot malzemesinin bir EDM uygulaması üzerindeki parasal etkisinin belirlenmesine yardımcı olacaktır. Bu sebeple hem grafit hem de bakır ile yapılan EDM testlerinin sonuçlarını gözden geçirecek ve her biri için sonuçta ortaya çıkan maliyeti ortaya çıkaracağız. Tüm bu bilgilerle, belirli bir EDM uygulaması için en uygun olan elektrot malzeme türü hakkında bilinçli bir karar verebileceksiniz. Aşağıda bahsi geçen test kesimleri Poco bünyesinde yapılmış olup tüm ölçümler ve fiyatlandırmalar firmanın tespitidir.
Test parametreleri aynı elektrot ayrıntılarını iki elektrot kullanarak 1 inç derinliğe kesmek için, biri kaba işlem için diğeri finiş işleminde bir tane daha olacak ve daha sonra işin tamamlanması için ilave elektrotların gerekip gerekmeyeceğini belirleyeceklerdir.
Basitlik için standart feder (rib) seçildi, her biri bir derecelik bir açı ile 25mm genişliğinde 1mm kalınlığında ölçüldü. Zaman kaygısı için, nihai yüzey sonlandırma hedefi 20 VDI olarak belirlenmiştir. İki test plakası merkez çizgisinde EDM işlemi için elektrot ile birlikte bağlandı. Bu, plakaların ayrılmasını ve sonuçların ilgili yarılarda ölçülmesini sağlamıştır.
Testler için seçilen elektrotlar, ultra ince sınıflandırmada bir grafit elektrot ve endüstride yaygın olarak kullanılan bir kalitedeki oksitlenmemiş bakır elektrodu içeriyordu. Testler, herhangi bir dış veri noktasını ortadan kaldırmak için üç farklı EDM üzerinde gerçekleştirildi. Her üç testten elde edilen sonuçların ortalaması alındı.
Elektrot hazırlama;
Elektrotlar piyasadaki normal malzeme ve normal oranda işlenebilirlikle satın alındı. Parçalar, endüstri standartlarını yansıtan malzeme sertifikalarıyla tanımlanan toleranslarla satın alınmıştır. İşleme prosedürleri, elektrotları üretmek için kullanılan şirketin takdirine bırakıldı. Malzeme derecesi özel olarak tanımlandığından, grafit veya bakır elektrotlar için ikame edilmesine izin verilmez. Bu nedenle, her test için en düşük maliyeti içeren fiyat teklifi, bu testlerde fiyat / performans oranını belirlemek için en ekonomik maliyet esasını sağlamak üzere seçilmiştir.
EDM programlaması;
Her test için EDM programı, her bir EDM kurucusu için standart teknolojiler kullanılarak oluşturulmuştur. Grafit olarak çelik teknolojisine karşı yüksek dereceli grafit kullanılmıştır. Metalik elektrot olarak çelik teknolojisine karşı bakır kullanılmıştır. Ek olarak, gerçek hayattaki gibi EDM uygulamasını simüle etmek için her test kesintisi için uyarlanabilir bir kontrol özelliği uygulanmıştır.
Elektrotlara hiçbir talaş temizleme deliği yapılamadığından, harici flushing hatları 3 ila 5 psi’lik bir yıkama basıncıyla kullanılmıştır. Testlerin hiçbirinde makina parametreleri de dahil hiç bir operatör müdahalesi olmadı.
Veri koleksiyonu;
Elektrot tiplerinin EDM süreci üzerindeki etkisini belirlemek için her test serisinden veri toplandı. Bu veriler elektrot maliyeti, EDM işlem süresi, hem kaba işleme hem de finiş için elektrot aşınması ve son yüzey pürüzlülüklerini de içermektedir.
Elektrot maliyeti;
Bu, hem malzemenin hem de işlemenin maliyetini içermekteydi, diğerlerinden daha büyük bir değer faktörü taşıyan bir elektrot imalat bileşeni içermeyen genel bir elektrot fiyatı sağlamak hedefti.
EDM zamanı;
Her test için gereken süre, her bir EDM makinasındaki zaman kaydından doğrudan alınmıştır. EDM programındaki her bir adım için zaman kaydedildi ve daha sonra baştan sona kadar olan toplam EDM zamanını belirlemek için bir araya getirildi. Süre bir makineden diğerine önemli ölçüde değişmekle birlikte, sonuca sahip olma maliyeti modeli her üç EDM testinin ortalama süresine dayanmaktadır.
Elektrot aşınması;
Tüm elektrotlar, dalma erozyon sırasında aşınma miktarını belirlemek için her testten önce ve sonra ölçülmüştür. Bu ölçümler bağımsız bir yükseklik ölçer ile alınmış ve kaba talaş işleme ve finiş kesim derinliği ile ilgili bir aşınma yüzdesi hesaplanmıştır.
Yüzey pürüzlülüğü;
Her oyma işleminden sonra dip konumdaki yüzey finişini ölçmek için her dalıştan sonra portatif bir profil ölçer kullanıldı: iş parçası 90 derece döndürülmüş ve soldan, merkezden ve sağdan boşluğun üst, orta ve alt kısmı. Bu ölçümler daha sonra, tam dalma derinliği için son bir finiş yüzeyine ulaşmak üzere birlikte ortalama alınmıştır.
Test sonuçları:
Elektrot maliyeti.
Yukarıdaki kısımda belirtmiş olduğumuz gibi, yalnızca kütük malzeme dikkate alındığında, bir bakır elektrot genellikle bir ultra ince grafit elektrottan daha ekonomiktir. Ancak, işleme maliyeti hesaba katıldığında, hikaye değişir. İşleme dahil her grafit elektrodun maliyeti 15,50$ iken, her bakır elektrodun maliyeti 95$ oldu.
Amaç, her test için her malzemenin yalnızca iki elektrodunu kullanmaktı: bir kaba işleme ve bir finiş elektrotu. Bu testte kullanılan üç EDM modelinden ikisi iki elektrot için programlar oluşturdu. Bununla birlikte, üçüncü EDM modeli için grafit programı, ilave bir bitirme elektrotu istedi. Bu durumda, operatör müdahalesi ve yanlılığı ortadan kaldırmak için üçüncü bir grafit elektrot kullanılmıştır. Bu üçüncü test, elektrotların maliyet temelini belirlemek için kullanılacaktır. Bu nedenle, grafit elektrotların toplam maliyeti 46.50 dolar (15.50 × 3 dolar) ve bakır elektrotların maliyeti 190 dolar (95 x 2 dolar) idi. Her iki elektrot malzemesinin de her tipte yüksek kaliteli seçenekler olduğu düşünülmektedir. Elbette, daha düşük kalitede daha ekonomik elektrot malzemeleriyle maliyetler düşürülebilir.
EDM zamanı.
Bu test durumunda kullanılan her üç EDM markası, bakır elektrotları grafit emsallerinden çok daha yüksek zamanlarda programladı. Bu, “Bakır elektrotların metallerden talaş çıkarma oranlarını düşürmesi” iddiasını desteklemektedir. Üç testin hepsinde, grafit elektrotların işlemesi bakırdan daha hızlı bir oranda tamamlamıştır. Kullanılan dalıcı EDM’ye bağlı olarak, grafit elektrotlar, bakır elektrotlardan yüzde 28 ila 171 arasında değişen zamanda işlemeyi tamamladı. Bakır elektrotlar işlemeyi ortalama 4 saat 29 dakika içinde tamamladılar, oysa grafit elektrodun ortalama 1 saat 54 dakika dalma süresi vardı.
EDM işlem değerini yansıtmak amacıyla, daha sonra açıklanan sahip olma maliyeti modeli saatlik 55 dolarlık bir alışveriş oranı kullanacaktır.
Elektrot aşınması.
Hangi elektrot malzemesinin en az miktarda elektrot aşınması elde ettiğini söylemek zordur, çünkü her iki malzeme de kendi kategorilerinde ve kullanılan makine teknolojisi ile iyi performans gösterir. Şekil 3’de görülebileceği gibi, kaba işlemeden sonra, grafit elektrot bakır elektrottan daha büyük bir köşe yarıçapına sahipti, fakat aynı zamanda daha yumuşak bir kenarı da vardı. Bakır elektrot üzerindeki pürüzlü kenar, finiş elektrodunun kavitede temiz bir dalma derinliği elde etmek için daha fazla çalışmasına neden olacaktır.

Resim 3; Kaba işleme sonrası görüntüler. Solda bakır yüzeyi, sağda grafit yüzeyi. Resim www.poco.com’dan alınmıştır.
Kaba işleminden sonra, bakır elektrot biraz daha az uç aşınması gösterdi. Bununla birlikte, elde edilen her iki malzeme de elektrot detayı ve makine parametreleriyle karşılaştırılabilir aşınma yüzdeleridir. Şekil 4, işlemler tamamlandıktan sonraki tam zıt sonucu göstermektedir; grafit elektrot, düşük köşe aşınmasına sahiptir ve daha temiz bir kaviteye sahiptir. Bakır elektrot üzerindeki köşe aşınması, üçüncü bir elektrot ilavesiyle düzeltilebilir, ancak bu, malzeme maliyetlerini ve dalma süresini artırır.

Resim 4; Finiş işleme sonrası görüntüler. Solda bakır yüzeyi, sağda grafit yüzeyi. Resim www.poco.com’dan alınmıştır.
Toplamda ve köşe aşınması dikkate alınmadığında, grafit elektrodun genel olarak yüzde 2.75 aşınma yüzdesi vardı, bakır elektrot ise yüzde 0.42’lik bir son aşınma elde etti.
Yüzey.
Şekil 5’te her bir kavitede yüzey finişinin 25 kat bir büyütülmüş hali gösterilmektedir. Beklendiği gibi, bakır elektrot boşlukta grafit elektrottan biraz daha ince bir yüzey kalitesi elde etti. Bununla birlikte, hiçbir elektrot materyali, 20 VDI’nın yüzey bitirme hedefine ulaşamamıştır. Daha önce açıklanan altı ölçüm noktasını kullanarak, grafit 24 VDI’lık bir ortalama yüzey kaplamasına, bakır ise 22 VDI’lık bir ortalama yüzey kaplamasına ulaştı. Her iki elektrot materyali de son yüzey pürüzlülüğünü istenen 20 VDI finisajına getirmek için bir EDM sonrası polisaj işlemi gerektirecektir.
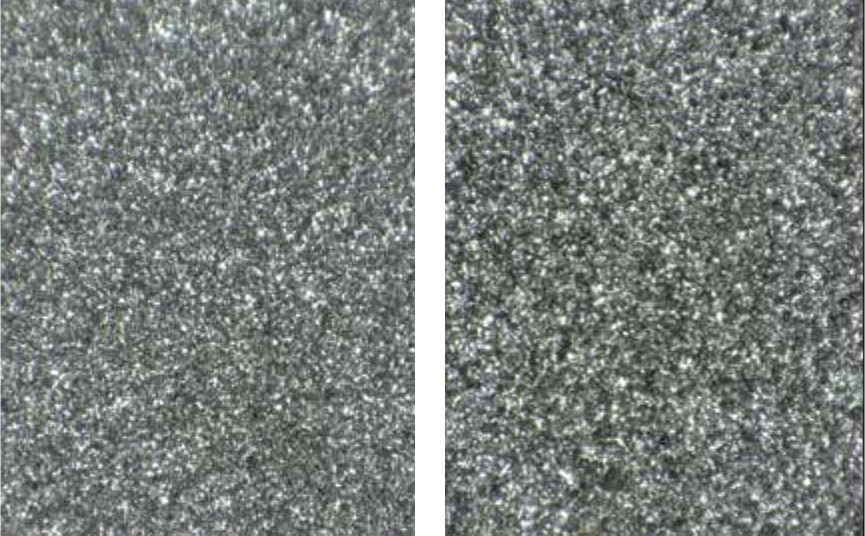
Resim 5; Finiş işleme sonrası büyütülmüş taban yüzey görüntüleri. Solda bakır yüzeyi, sağda grafit yüzeyi. Resim www.poco.com’dan alınmıştır.
VDI noktası başına inç kare yüzey alanı başına 15 $ tahmin edildiğinde, grafit elektrotlarla üretilen boşluk, parlatma maliyetinde 60 $, bakır elektrotlarla üretilen boşluk ise 30 $ olacaktır. (Polisaj şirketlerinin resmi olmayan bir anketi, küçük bir iş için ortalama polisaj maliyetini belirledi.)
Maliyet modeli.
Grafit ve bakır elektrotları kullanma üretim süreci üzerindeki genel parasal etkinin belirlenmesinde sahip olma maliyeti modeli faydalıdır. EDM işlemlerinde genellikle, sadece elektrot malzeme maliyetleri dikkate alınır. Bu model aynı zamanda, EDM’nin maliyetini, gerekli herhangi bir polisaj sonrası ve atölye bazında mevcut verimi de göz önünde bulunduruyor.
Tablo 1, her bir elektrot tipi ile ilişkili, birincil EDM faktörlerine göre ayrılmış maliyetleri göstermektedir. Bu sahip olma maliyeti modeli, maliyetleri kategoriye göre düşürür ve daha sonra tüm EDM işlemi için alt çizgi, toplam etkin maliyet hesaplar.

Tablo 1; Finiş işlemeden sonraki parlatma işçilikleri de dahil edilerek hazırlanmış örnek bir maliyet hesap modeli. Resim www.poco.com’dan alınmıştır.
Grafitte yüzey için ek bir elektrot maliyeti ve biraz daha yüksek polisaj maliyeti olsa bile, artan verim göz önüne alınmadan, grafit-bakır kıyaslandığında toplam üretim maliyeti arasında net ve belirgin bir fark vardır. Grafit elektrotlarla ilgili maliyetler 211 dolarken, bakır elektrotlarla ilgili maliyetler 466,95 dolardı. Eklenen verimi hesaba katarsak (veya daha hızlı dalma süresi nedeniyle mevcut olan ekstra EDM saatleri), elektrot malzemesinin performansının sonucu olarak üretim maliyetlerine “iskonto” uygulanır. Bu uygulamalı iskontoyla, grafit elektrotların toplam etkin maliyeti 68,90 dolara düşürülürken, bakır elektrotların maliyeti 466,95 dolarda aynı kalmıştır.
Sonuçları Değerlendirme;
Bu testleri etkileyebilecek çok sayıda değişken vardır, ancak amacı bu değişkenleri olabildiğince azaltmak ve nispeten eşit sonuçlar sağlamaktı. Hangi elektrot malzemesinin size en uygun maliyetli operasyonları sunduğunu belirlemek için bu sonuçları kullanmak ve kendi testlerinizi yapmak sizin tercihinizdir.
Sonunda, kesin olan bir şey var: Bu sektörde kalıp satmıyoruz, zaman satıyoruz ve para. Sık sık, sadece bir maliyet faktörü göz önünde bulundurulur ve daha sonra karar vermenin temelini oluşturur. Toplam etkin maliyetin ve bu nedenle de uygun maliyetin belirlenmesi için burada belirtilen tüm faktörlerin birlikte ele alınması daha iyi bir yaklaşımdır.
Nihayette kalıp maliyetini hesaplarken yapılan tüm işçilikler ve satınalmaların toplamı hesaplandığına göre, EDM ana bir gider kaynağı olarak ele alındığında EDM işleminin bileşenlerinin tek tek değerlendirilmesi akıllıca olmaz elbette. Bir bütün olarak değerlendirildiğinde EDM için emek, enerji ve maliyet açısından bakıldığında grafitin lider elektrot malzemesi olması doğal bir sonuçtur.